
鋼襯PTFE管道翻邊打磨的工藝控制要點
鋼襯PTFE管道作為輸送強酸、強堿、高純化學品等腐蝕性介質的關鍵組件,其連接部位的密封性與防腐一致性直接影響系統的安全運行。翻邊結構是實現法蘭連接的核心工藝,通過將管端PTFE襯層加熱翻卷至法蘭密封面,形成與管道內襯連續的防腐層,確保介質不接觸金屬基體。然而,翻邊成型后表面常存在毛刺、高低不平或氧化層,必須進行精細打磨處理,以保證密封效果與裝配精度。江蘇兆輝防腐在長期生產實踐中,總結出一套科學、嚴謹的翻邊打磨工藝控制體系,確保每一段管道連接安全可靠。
一、翻邊成型質量的前置控制
1.1 加熱溫度與時間精準控制
翻邊前需對PTFE端口均勻加熱至360℃~380℃,使其軟化但不降解。溫度過低則翻邊開裂,過高則材料碳化。江蘇兆輝防腐采用紅外測溫與恒溫加熱裝置,確保溫度穩定,翻邊一次成型,無褶皺、無裂紋。
1.2 翻邊角度與厚度均勻性
翻邊角度應控制在90°±5°,翻邊寬度與原襯層厚度一致,確保后續打磨后仍具備足夠的密封面厚度,防止過度打磨導致穿孔或密封失效。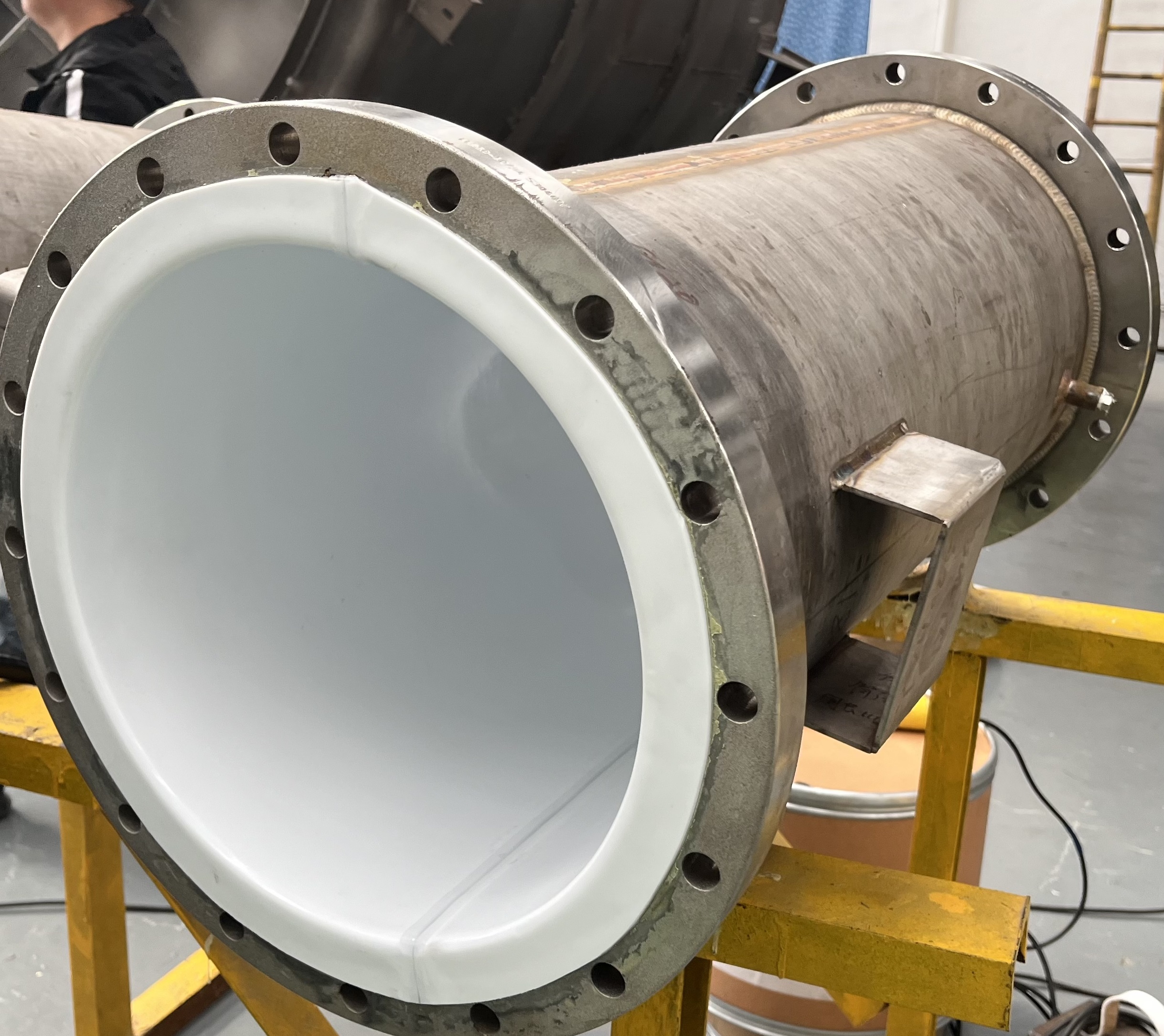
二、打磨工具與操作規范
2.1 選用合適打磨工具
推薦使用低速角磨機配合細粒度樹脂磨片,避免高速打磨產生高溫燒蝕PTFE表面。嚴禁使用金屬刷或粗砂輪,防止劃傷或拉毛襯層。
2.2 打磨方向與力度控制
打磨應沿圓周方向均勻進行,避免單點過度施壓。操作人員需佩戴防護裝備,保持穩定手速,確保翻邊面平整光滑,無臺階、無毛刺,達到鏡面級光潔度。
三、表面質量與尺寸精度要求
3.1 表面平整度與無缺陷
打磨后翻邊表面應無氣泡、無焦化、無分層,邊緣過渡平滑,不得有銳角或凹坑。任何鼓包或裂紋必須立即修復或切除,嚴禁帶缺陷出廠。
3.2 法蘭密封面平行度控制
打磨過程中需用塞尺或平板檢測翻邊面與法蘭平面的平行度,偏差≤0.3mm,確保與對端法蘭貼合緊密,防止墊片壓縮不均導致泄漏。
四、清潔與防護處理
4.1 打磨后徹底清潔
打磨完成后,必須用無水乙醇或潔凈布擦拭翻邊表面,清除所有粉塵與殘留顆粒,防止雜質影響密封性能或污染介質。
4.2 臨時防護避免二次損傷
打磨合格的翻邊面應立即覆蓋潔凈塑料保護膜,并用膠帶密封,防止運輸或安裝過程中被劃傷、踩踏或污染。
五、質量檢驗與可追溯管理
5.1 100%外觀檢查與電火花檢測
每一段翻邊打磨完成后,均需進行目視檢查和電火花檢測,確保無針孔、無漏點。江蘇兆輝防腐實行“一管一檔”質量追溯制度,確保工藝可查、責任可追。
鋼襯PTFE管道翻邊打磨雖為后道工序,卻直接決定法蘭連接的可靠性與系統防腐完整性。江蘇兆輝防腐始終堅持“細節決定成敗”的制造理念,嚴控每一道工藝環節,為客戶提供安全、潔凈、長效的防腐管道解決方案。
;){kind=link}